Types of PP PE 7 layer
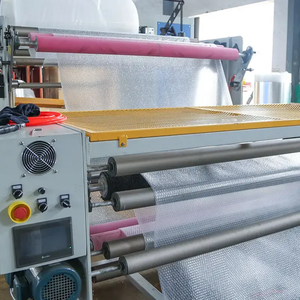
In the context of machinery and production lines, the term "PP PE 7 Layer" often refers to a specific kind of multi-layer blown film that is generated using a production line technology. This kind of film is commonly utilized in packaging applications and offers advantages such as durability, impermeability to liquids, and adaptability for various packaging requirements. The layers can be tailored to meet specific needs, such as barrier properties, sealing strength, and transparency.
The 7-layer film is made through a complicated process that involves multiple layers of polyethylene (PE) or polypropylene (PP) being extruded together and then blown up to form a film. This method enables the integration of diverse materials to enhance the film's characteristics, such as strength, flexibility, and barrier properties. The resulting film is often utilized in packaging industries to provide superior protection for products, extending shelf life, and resistance to punctures and tears.
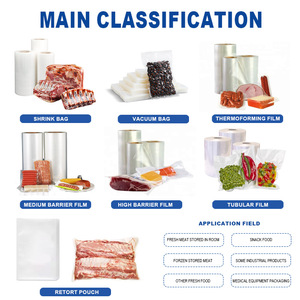
Businesses can select from various types of PP PE 7 layer depending on their particular packaging needs. Here are some common types:
- Barrier Films: These films have layers that provide barriers against oxygen and moisture. They are ideal for packaging food items that require long shelf life. The barrier property is achieved by including specific layers that enhance the film's capability to prevent gas and moisture transmission.
- Sealant Films: These are made with layers that enable them to be heat-sealed. They are suitable for applications where the film needs to be sealed tightly around the product. Sealant films are crucial in applications where strong seals are required to maintain the integrity of the package.
- High-Strength Films: These films include layers that improve tensile strength and puncture resistance. They are used for packaging heavy or sharp objects. The inclusion of high-strength materials in the film layers contributes to its overall durability and resistance to tearing and punctures.
- Print-Grade Films: These are designed to allow high-quality printing on their surface. They are used for packages that require detailed graphics and marketing information. Print-grade films have a smooth surface and are treated to ensure that the ink adheres properly, resulting in high-resolution prints.
- Eco-Friendly Films: These films are made from recyclable materials and are designed to be environmentally friendly. They cater to markets that prioritize sustainability. Eco-friendly films reduce environmental impact and are suitable for packaging products for consumers who are environmentally conscious.
- Anti-Fog Films: These films prevent condensation from forming on their surface. They are ideal for packaging products that are displayed in cooler temperatures. Anti-fog films maintain clarity and provide a clear view of the product, enhancing its shelf appeal.
Scenarios of PP PE 7 layer
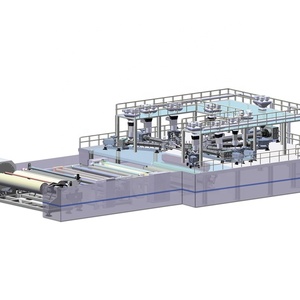
7-layer extruders with PP and PE resins are versatile and find applications in various industries. Here are some scenarios where a 7-layer extruder with PP and PE resins can be utilized:
-
Food Packaging
7-layer co-extrusion technology is used to produce films that make food packages. These films give longer shelf lives to products like fresh produce, meat, dairy, and processed foods. Also, the films have strong barriers against moisture, gases, and aromas, which helps to keep the food's quality and freshness.
-
Medical Packaging
Films that package sterile medical devices and pharmaceutical products are made using a 7-layer co-extrusion process. Packaging made with these films meets strict regulations and offers strong barriers against contaminants.
-
Industrial Packaging
7-layer co-extruded films make packaging materials for chemicals, fertilizers, and construction materials. These films are tough and can withstand harsh conditions and puncture hazards.
-
Flexible Packaging
7-layer films are used to make pouches, bags, and wraps for snacks, frozen foods, coffee, and more. The films can be customized to meet specific requirements, like seal strength, clarity, and barrier properties.
-
Retail and Display Packaging
Films that make clear and attractive retail and display packages are made using a 7-layer co-extrusion process. The packages provide strong barriers and allow consumers to see the product.
-
Shrink Films
7-layer co-extrusion technology is used to produce shrink films for labels, pallet wraps, and multipacks. The films can be shrunk with heat to fit tightly and protect the products against tampering.
-
Green and Sustainable Packaging
With the help of the 7-layer co-extrusion process, manufacturers can create films with biodegradable or recyclable materials. Sustainable packaging solutions have strong barriers and meet eco-friendly goals.
-
Automotive Packaging
Packaging materials for automotive parts are made using a 7-layer co-extrusion process. The films are resistant to chemicals and abrasions, and they offer protection during transportation and storage.
-
Construction and Building Materials
Wraps and covers for construction and building materials are made using a 7-layer co-extrusion process. The films are durable and can withstand weather conditions and UV exposure.
How to Choose PP PE 7 Layer
When considering a 7-layer PP PE film, it's essential to evaluate a few key factors to ensure the chosen product meets specific needs and requirements. Start by assessing the intended application and usage requirements. Different applications, such as food packaging, industrial packaging, or medical packaging, have distinct needs in terms of barrier properties, sealing strength, and regulatory compliance. For instance, if the packaging is intended for food products, it is crucial to select a film with excellent barrier properties to preserve freshness and prevent contamination.
Next, examine the film's technical specifications and performance characteristics. Look for data on moisture and oxygen barrier properties, tensile strength, impact resistance, and thermal sealing properties. A film with superior barrier properties is essential for applications requiring long shelf life, as it prevents moisture or gas exchange that could lead to spoilage. Additionally, consider the film's mechanical strength and sealing characteristics, especially for products subject to stress during handling and transportation.
Compatibility with existing packaging machinery and processes is another critical factor. Ensure that the chosen 7-layer film is compatible with the extrusion, blow molding, or other production methods used to manufacture the film. This can help avoid machine wear and tear and downtime during production. Also, consider the regulatory and compliance aspects, particularly for food and medical applications. Ensure the selected film meets relevant safety and quality standards and has the necessary certifications.
Lastly, factor in cost-effectiveness and sustainability. While high-performance films may have a higher initial cost, their durability and efficiency can lead to long-term savings by reducing waste and returns. Consider options with recycled content or those that are recyclable to align with sustainability goals.
Features, Function & Design of PP PE 7 Layer
Every product comes with features that make it more functional and design elements that are more appealing. Below are the features and design elements of the PP PE 7 layer that are important.
-
Waterproof
This feature makes the packaging film more functional since it can prevent water from passing through. In addition, it can keep goods dry during shipping and storage. This feature is excellent for customers who want to ensure their products are in good condition when they reach their destination.
-
Moisture Resistance
This packaging film protects against moisture damage. It is ideal for use in rainy seasons or countries where the humidity level is high. With this feature, the film prevents moisture from penetrating and destructing the product.
-
Airtight
This feature ensures the packaging is airtight. It helps to keep the goods sealed. An airtight package can prevent contaminants or air from getting into the products. Moreover, it can also help preserve the product's quality and freshness.
-
Durability
It is a more durable and long-lasting film. It can resist punctures, tears, and abrasions. In addition, this film can withstand harsh weather conditions. This feature is advantageous since it reduces replacement and rewrapping costs.
-
Clarity
This film has a clear appearance, which allows people to see through it. This feature is excellent for displaying printed materials, labels, and product details. It also helps to promote the products well while ensuring their protection.
-
Recyclable
It is a recyclable film that will not harm the environment. Customers can reuse or recycle the product to make other products.
-
Convenient
It is a convenient film that is easy to use and apply. It is lightweight, which makes it easier to handle. In addition, the film is compatible with different types of machines.
Q&A
What is a 7-layer PP PE bag?
A 7-layer PP PE bag is a specialized packaging solution made from multiple layers of PP (polypropylene) and PE (polyethylene) plastic materials. These bags are designed to provide enhanced strength, durability, and barrier properties compared to standard single-layer bags. The 7-layer structure consists of alternating layers of PP and PE, which are co-extruded to create a strong and flexible film.
What are the advantages of 7-layer bags?
7-layer bags offer several advantages, including superior puncture and tear resistance, improved sealing properties, and excellent barrier protection against moisture, gases, and contaminants. This makes them ideal for packaging sensitive products such as food, chemicals, and pharmaceuticals. Additionally, the multilayer construction allows for customized combinations of materials tailored to specific packaging requirements.
Are 7-layer bags recyclable?
While 7-layer bags are made from plastic materials that can theoretically be recycled, their recycling status often depends on local facilities and available programs. Recycling facilities need specialized equipment to separate and process the layers. Because of this, 7-layer bags are often not accepted in typical recycling streams. Instead, some manufacturers offer take-back programs or alternative solutions for proper disposal.
How to recognize a genuine 7-layer bag?
Identifying a genuine 7-layer bag can be challenging, but there are a few indicators to look for. Examine the bag's surface for any imprints; if the material feels waxy, it's likely not a genuine 7-layer bag. Additionally, authentic bags often come with certifications or markings indicating their quality and intended use.
What industries use 7-layer bags?
7-layer bags are used in several industries, including food packaging, electronics, pharmaceuticals, and chemical manufacturing. These bags provide a reliable barrier against external factors, ensuring the products' integrity and extending shelf life.





























































































































































































































































 浙公网安备 33010002000092号
浙公网安备 33010002000092号 浙B2-20120091-4
浙B2-20120091-4