Introduction to CE Certificate Proximity Sensor
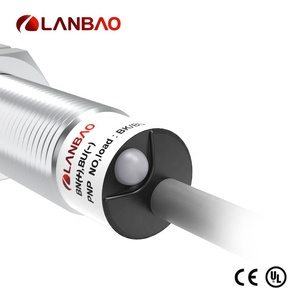
In the realm of automation and industrial technology, the CE certificate proximity sensor is an essential component that enhances operational efficiency while ensuring safety compliance. Designed to detect the presence or absence of an object, these sensors play a pivotal role in various applications, including manufacturing, robotics, and security systems. With their CE certification, users can be assured of the quality and safety standards that these devices adhere to, making them a reliable choice for businesses across industries.
Types of CE Certificate Proximity Sensors
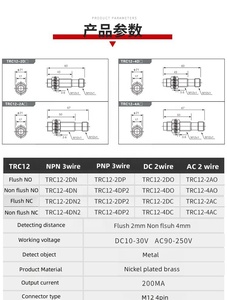
CE certificate proximity sensors come in different types, each tailored for specific applications. Understanding the types can help businesses choose the right sensor for their needs. Here are the main types available:
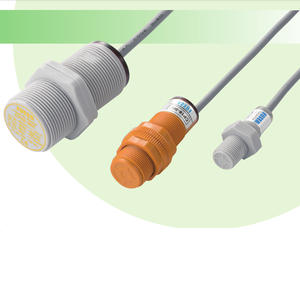
- Inductive Proximity Sensors: These sensors detect metallic objects without physical contact. They are ideal for applications in harsh environments where reliability is essential.
- Capacitive Proximity Sensors: Capable of detecting both metallic and non-metallic objects, these sensors are used in a variety of applications, including packaging and food processing.
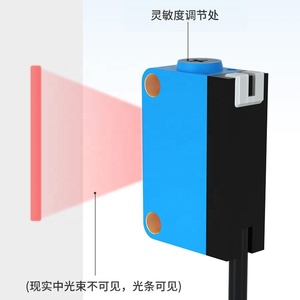
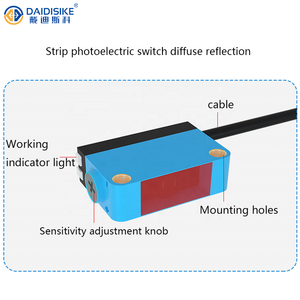
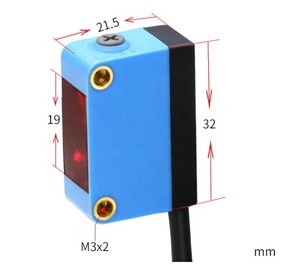
- Photoelectric Sensors: Utilizing light to detect objects, photoelectric sensors are versatile and can work over long distances, making them suitable for automated production lines.
- Ultrasonic Proximity Sensors: These sensors use sound waves to detect objects and are exceptional for detecting distance and measuring the level of materials.
Applications of CE Certificate Proximity Sensors
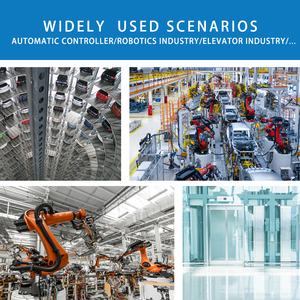
The applications of CE certificate proximity sensors are extensive and span across multiple industries. Their versatility ensures they fit various operational needs. Some common applications include:
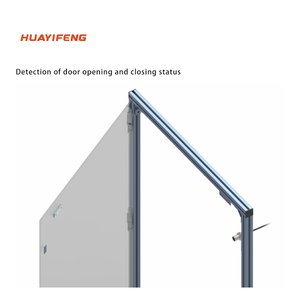
- Manufacturing Automation: Used for object detection, these sensors improve safety and efficiency on production lines.
- Home Automation Systems: They can be integrated into smart homes for security systems and lighting controls.
- Automotive Industry: Employed in assembly lines and for safety systems in vehicles, they enhance overall functionality and security.
- Robotic Systems: Integrated into robotic arms and automated guided vehicles (AGVs) for precise movement and object handling.
- Material Handling: Used in warehouses for inventory management and sorting systems to streamline operations.
Advantages of Using CE Certificate Proximity Sensors
Opting for CE certificate proximity sensors presents a multitude of advantages that enhance their appeal to businesses seeking reliable solutions. Consider the following benefits:
- Safety Compliance: CE certification guarantees that the sensors meet rigorous European safety standards, ensuring a high level of operational safety.
- Durability: Built to withstand harsh conditions, these sensors are robust and long-lasting, reducing maintenance costs.
- Accuracy: Proximity sensors provide precise detection, which is crucial for automated systems and helps reduce errors in processes.
- Versatility: With various types available, these sensors can be adapted to numerous applications, making them suitable for diverse industries.
- Easy Installation: Designed for straightforward installation and integration, users can quickly set them up without extensive technical knowledge.













































































































































































































































 浙公网安备 33010002000092号
浙公网安备 33010002000092号 浙B2-20120091-4
浙B2-20120091-4